


- 570
- 产品价格:面议
- 发货地址:广东深圳宝安区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:257115252公司编号:14590769
- 张斌 微信 13424439633
- 进入店铺 在线留言 QQ咨询 在线询价
常德大功率激光刀模机经销商 规格齐全
- 相关产品:
激光切割加工关于尺寸变化
即使按照程序进行切割,也有加工产品无法满足精度要求的情况。所以需要根据不同的情况采取对策。
1.加工产品的全体尺寸有变化
这是由于切口上激光焦点直径和其周围燃烧区域形成的切口宽度所影响的。
虽然在相同条件下,对相同的加工物,使用同一偏置补偿值可以确保其精度,但是焦点位置的设定要凭借加工机操作人员的感觉来确定,而且热透镜作用也会造成焦点位置的变化,所以需要定期检查的偏置补偿值。
2.加工方向(部分)上的尺寸误差有差别
板材上部的尺寸精度与尺寸精度有不同的情况。这个现象要考虑两方面的原因。先,光束圆度和强度分布不均一,造成切口宽度沿加工方向有所不同。解决的方法是进行光轴调整或清洗光学部件。其次,被加工物受热膨胀会引起加工形状长方向尺寸变短的情况。
3.翘曲引起的变化
尺寸精度虽然在要求范围内,但由于热变形等原因会造成发生翘曲。加工铝、铜、不锈钢等时非常显著,它受到线膨胀系数、热容量等物性的影响。就加工形状来说,纵横比越大,翘曲量就越大。采用低热量加工条件以及加工线路等在加工程序上下工夫,但还没有完全解决问题。
加工板件所拥有的残余应力对翘曲和尺寸误差也有影响,所以我们需要对加工程序始终保持一定的配置方向。
4.间距精度变化
加工很多孔时,孔与孔之间的间距精度会出现偏差。由于在热膨胀情况下开孔,冷却收缩后,间距变小。我们可以在程序中补正收缩部分的精度或者灵活运用形状缩放功能。无论什么情况,都要在初期加工后,测定其加工尺寸,补误差。当间隔精度不随加工位置而变化,而是在整个加工区里都恶化时,其原因是机械精度的恶化而造成的。
5.圆度变化
在激光加工中加工孔切割面产生坡度是无法避免的,下面直径比背面直径大,一般都评估背面稍小一侧的圆度。
激光刀模发生崩刃和碎裂可采取的措施有哪些?
激光刀模是目前使用较为广泛的一种,虽然具有较多的优势,但是在使用中还是会出现一些问题,比如说发生崩刃和碎裂等问题。
对此,我们需要采取有效的措施进行解决。
1、改进工艺系统的刚性,包括提高机构的稳定性或改善机床的维护水平,在某种程度上,切削刃熔焊是一个可以圆满解决的问题,方法是提高切削速度,这样还可以提高生产率。
2、为了防止切屑加热到足以发生熔焊的温度,可尝试使用冷却液。其它可能采用的方法还包括采用较大的径向或轴向正前角,以减小切削力。此外还可以选用涂层刀片牌号。涂层可以减小激光刀模与工件之间的摩擦和相互发生反应的可能性。
3、切削刃熔焊是因工件材料被熔焊到上而产生的。加工时切屑温度升高到足以使其软化发粘,然后又快速冷却,就会黏附在刀片上。解决方法是防止切屑变得过热,或者增加切屑温度使其在离开之前不会马上冷却。
机器是需要保养的,刀模使用的技术也是保养激光刀模的一个有效措施,安全的操作很重要,这些机械在使用的时候是一种非常精密的设备,操作人员也是必须要掌握基本的操作技能,在进行操作的时候对激光刀模进行一系列的检查工作,激光刀模的日常保养和维护也非常的重要。
在每次使用之后要进行一些保养的工作,这也可以防止激光刀模的老化,每个周都要进行一次激光刀模的检测和维修,每个月或者一季度进行一次全面的检测等等,这都是保护激光刀模的一个非常有效的措施。
掌握几点刀模保养的要点:
先,激光切割胶板后需要用水浸泡及清洗胶板的粉尘(大部分的胶板都是经过清洗后用风冲干就装刀的,装刀后就送货),其实在装刀前胶板需要在刀锋上涂上机油,使每条刀缝都**油的渗透,为了方便安装刀模省了这事(因为未涂机油的刀模慢慢就从底部开始生锈),但是有些刀模厂还是有把装的模具表面涂上一层机油,起了保护作用。
*二:刀模在搬运过程需要刀锋面上铺垫上一层EVA或垫刀泡棉,中间用美纹胶粘紧或用皮筋把它扎好,并且在用之前好用密封袋或泡沫盒装好,在密封袋上写上型号,尺寸,刀模生产日期,冲切次数,客户名称以及编号,方便以后存库及发放!
*三:刀模在生产完一个订单后(用完后垫刀的泡棉要去除)必须先清洗刀模,因为现在模切的材料大部分都是带胶的,而且是酸性的,对刀刃有腐蚀性,必须喷上防锈油,不然肯定会生锈;
*四:长时间不用的刀模要定期去维护,每次清理后需喷上模具防锈油并统一入模具库;
*五:雕刻刀模要看当地环境来喷油,一般一周一次,喷油后用油纸包裹并平放;
*六:蚀刻刀建议放入塑封袋中,袋中加入小袋干燥剂;
*七:圆刀刀模,拆下需喷上防锈油,中间需用油纸和泡棉包好,两边用夹头固定,用一个胶盒或木箱装好;
*八:存放刀模的地方需要货架统一摆放,不可堆放太高太挤,并有明示标牌,环境通风,不能受潮,好是恒温恒湿。
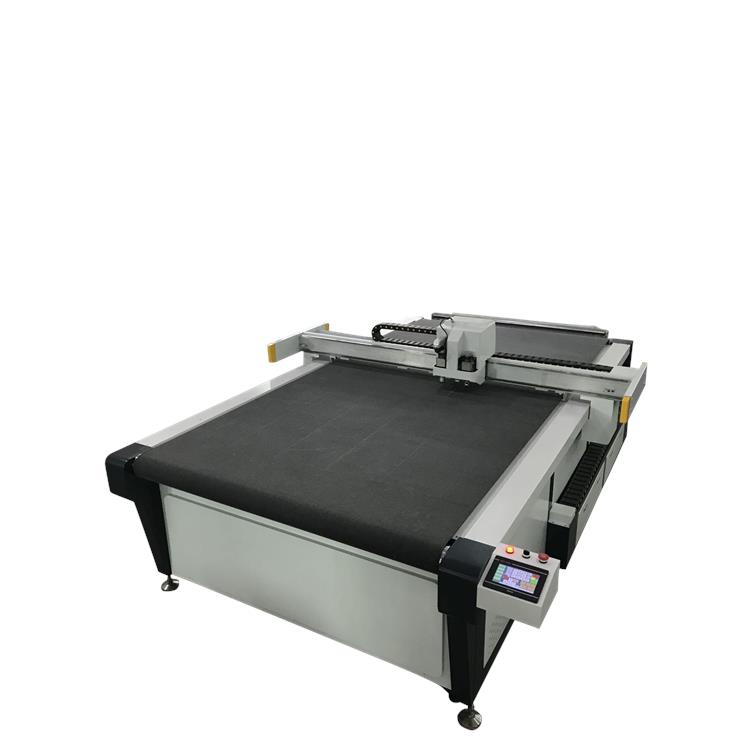
激光刀模模切机用途优势和使用方法
激光刀模切割机是近几年才发展起来的模切机,该设备主要利用激光的强能量性对刀模板进行高深度烧蚀,从而达到安装切割刀的目的。
这种刀模加工工艺与传统的加工工艺相比工作效率高。传统加工方式受场地设备的影响而加工速度慢;而激光刀模机是大幅面、非接触式的,可以全程运行。
所以,对于激光刀模切割机的应用可以明显加速企业的发展,提高经济效益。在印刷行要应用于纸箱模型的切割、裁剪等。
激光刀模模切机有几个优势:
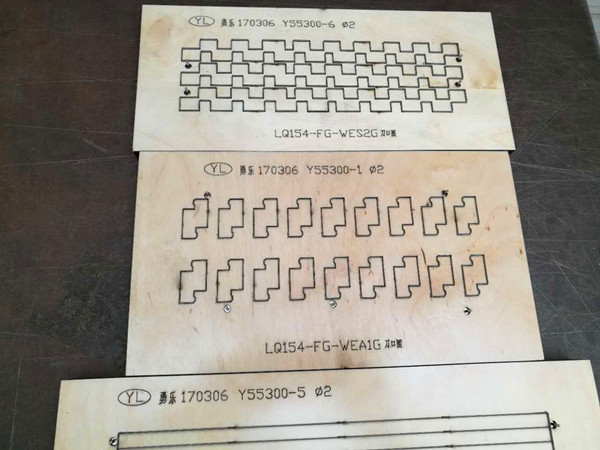
(1)设计简单。传统加工是在刀模板上用铅笔或圆珠笔进行绘制,而后进行刀模切割;而使用了激光刀模机后,设计就可以直接在计算机上进行,不需要任何描绘。
(2)误差小。在传统制作中,刀模板是通过锯床锯的,在移动的过程中就会形成错位而产生误差;而激光刀模机是全自动运行,不需要人工干预的。
(3)激光刀模机的工作流程是: 先在AUTOCAD或CORELDRAW里将需要制作的刀模设计好,再存储为相应的图形格式,如DXF、PLT格式。打开生产企业的控制软件,将文件导入,设置好相应的参数后开动设备就可以运行了。
制作激光刀模所需要配置:制作激光刀模机
所需的配套设备主要有:激光刀模机,电脑弯刀机,激光刀模绘图机。
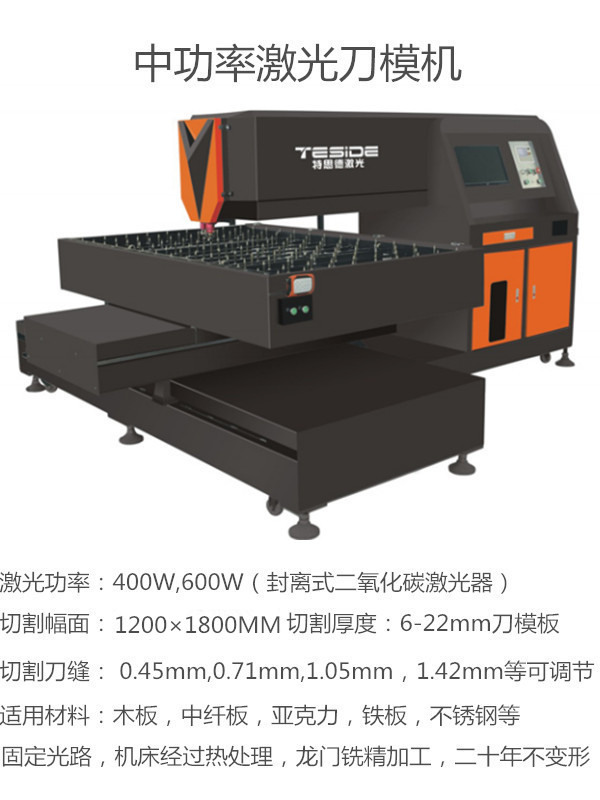
激光刀模设备精度分析
中小功率激光刀模切割机,采用中小功率低消耗的激光发作器,别离精度高达0.02mm的数控机械系统.在抵达刀模制造所需求的精度的同时大大降低了激光刀模的制造本钱.特别适用于精密电子刀模的制造。并且采用分层切板技术拼合成的模切板,避免了大功率激光机因光路倾向而构成的尺寸不准问题。而且投资风险小,报答快。
运用国内激光发作器,切割时无须添加任何气体,激光刀模机消耗低,外接电源220V即可,且即开即用无须开机等候时间,激光刀模切割机运转每小时本钱只需5块钱左右。
1:激光刀模切割机采用的高频开关电源鼓舞,光电转化率高,模块化结构,具自诊断功用,缺点率低。
2:经过更为的谐振腔设计,结构合理,规划紧凑,抵达更高质量的光束方式,并且直接输出标准的45%线偏振,经过偏振镜转化为圆偏振,进步切割割缝分歧性。
3:激光刀模切割机模块化结构设计,电气部分与机械部分完好隔离,进步了电气控制的稳定性与机械结构的寿命,使激光器规划愈加合理紧凑。






{kind=link}